

简约设计,不简单内涵。观看我们的精密钢管优质售后产品视频,用少的话语传达真实的产品价值。
以下是:精密钢管优质售后的图文介绍

如需了解更多 拉萨墨竹工卡GB/T3087-2008 低压锅炉管产品信息,可以直接点击店铺链接,进入与之对应的 拉萨墨竹工卡GB/T3087-2008 低压锅炉管产品栏目进行了解,也可以直接拨打我们的销售热线进行了解。


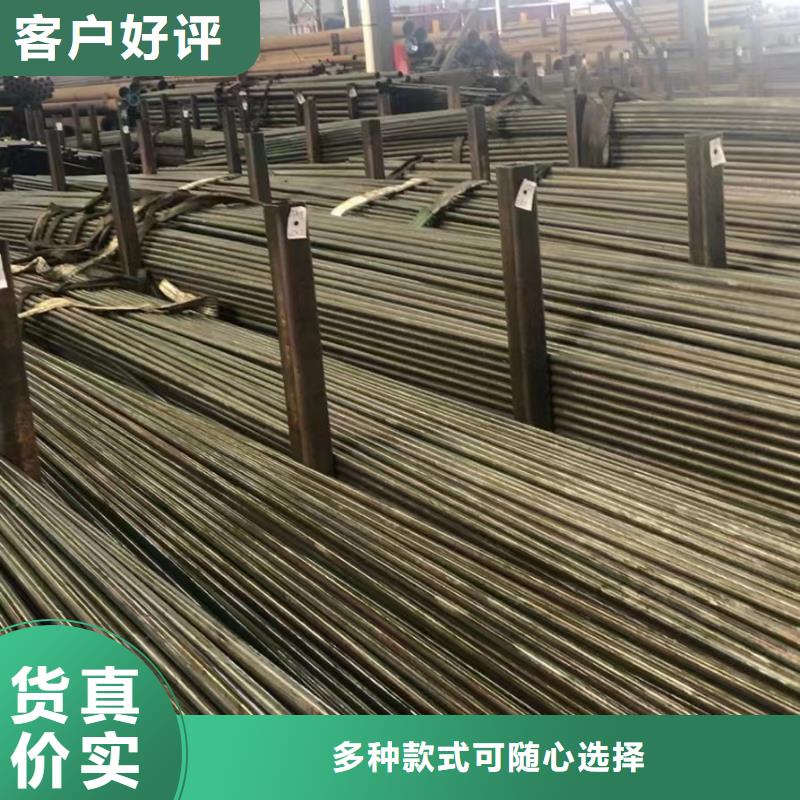
大多数的精密钢管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精密钢管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精密钢管的邮寄地址等等。
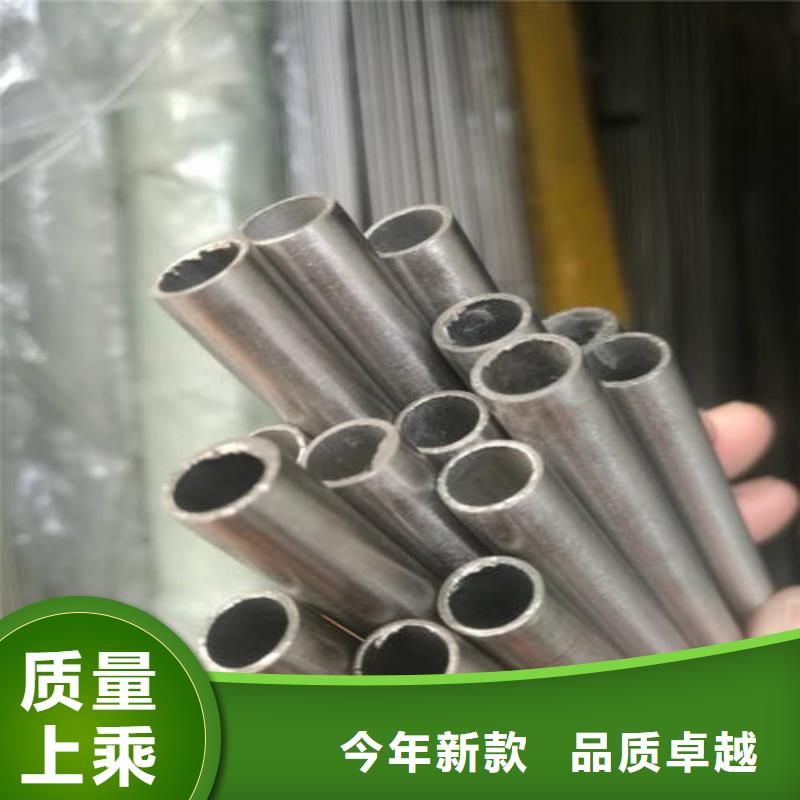
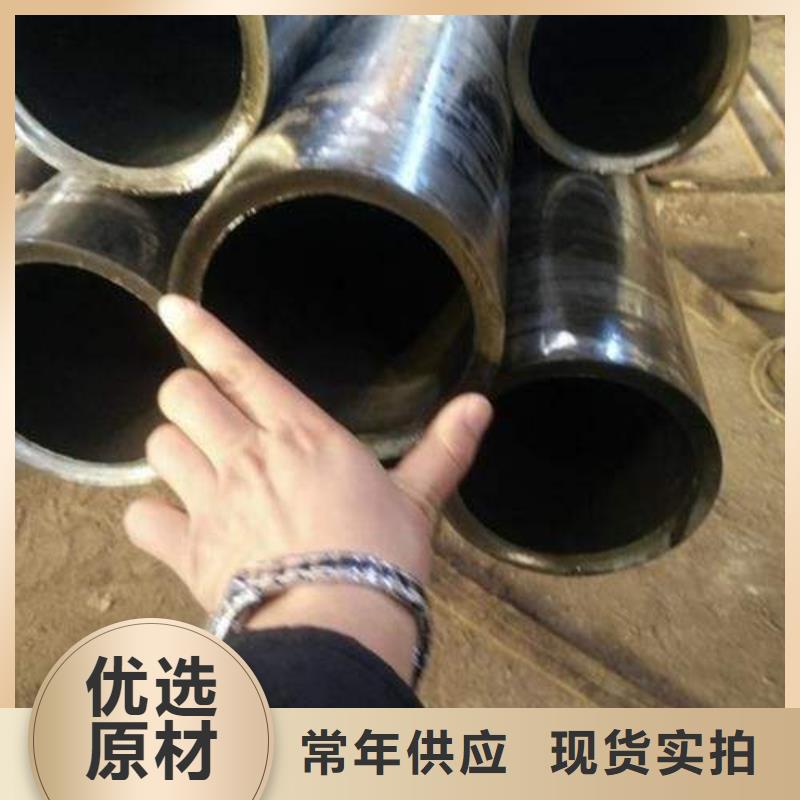
一般的精密钢管的生产工艺可以分为冷拔与热轧两种,冷轧精密钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密钢管要短于热轧精密钢管,冷轧精密钢管的壁厚一般比热轧精密钢管要小,但是表面看起来比厚壁精密钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
一般的精密钢管的生产工艺可以分为冷拔与热轧两种,冷轧精密钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精密钢管要短于热轧精密钢管,冷轧精密钢管的壁厚一般比热轧精密钢管要小,但是表面看起来比厚壁精密钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。





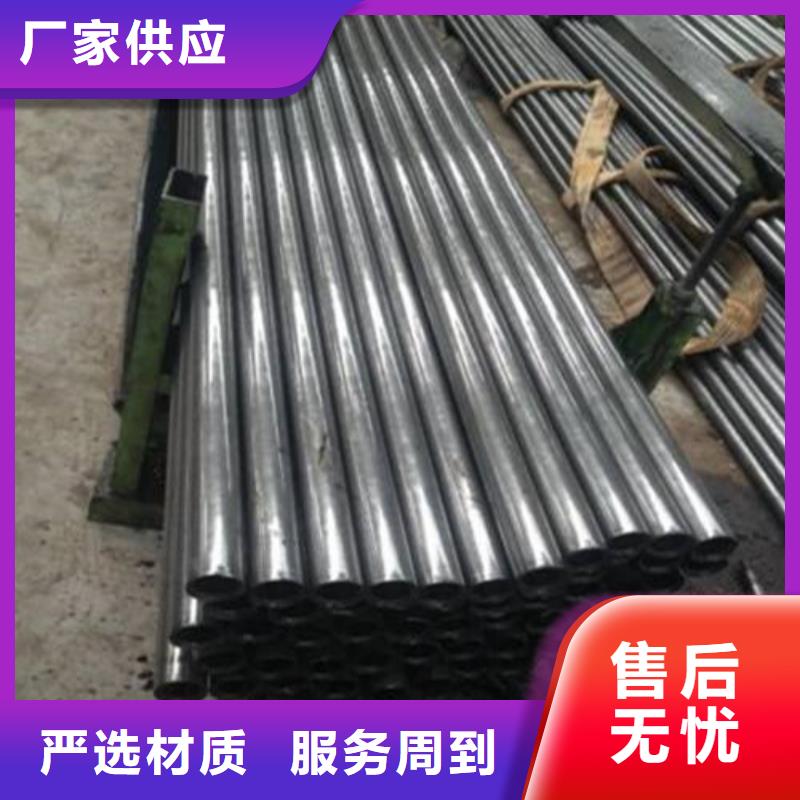
与之相反.当芯棒表面被磨损局部形成凸棱状时,就会使小精密无缝钢管内表面形成与芯棒凸棱相对凹槽。另外掉肉芯棒与毛管内表面产生相对滑动时,也会使毛管内表面被划凹槽,而且凹槽程度非常严重。除氧化剂与氧化铁皮反生成熔液渣粘接在芯棒表面、也会导致小精密无缝钢管内孔表面划伤缺陷产生一定深度划道。 焊缝工艺精密光亮管重要表现基础在两个相邻节点之间没有两个关节点,管道长度大于800毫米。焊管精密光亮管焊接式当通过检验,取得认可部门颁发资质。精密光亮管对接焊缝是钢结构工程施工验收规范中一级焊缝,外观检验是以一级质量标准为基础。 超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。 衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。


